
三维柔性焊接工装在机柜钣金行业的应用方案
来源:三维柔性组合工装夹具 2016-4-15 23:14:28 点击:
工件要注意以下几点:
1、工件组成的各个板件加工工艺;
2、工件是由几块板拼接而成的;
3、板的厚度;
4、板件是否有折弯,折弯的过程中变形量有多大;
5、板件是否有冲压加强筋类的凹槽或凸槽,如果有板件的变形量会比较大,装夹时一定要考虑如何压平板件。
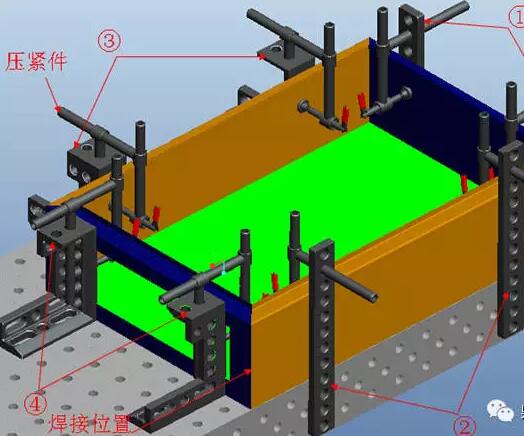
1、①②4个平尺固定不动,用来做基准。
2、③④4个角铁装夹是用角铁靠近,保证尺寸。拆卸工件时,松开锁紧销将角铁退后,工件即可从上方拆卸。
3、注意焊接位置不能有夹具,所以在装夹时,平尺和角铁都要离焊接位置有一段空位。
4、压紧件压紧时要注意压紧件受力点尽量选择在支撑工件的同一个夹具部件上,比如说支撑板件的是背后的角铁,那压紧件尽量安装在背后的角铁的孔位上。这样可以避免外力导致角铁移位。
※工作平台的选择要注意如下几点:
1、计划有多少种工件在这个平台上焊接。
2、工件的重量,工件重量大需要选择平台的载重也大。一般优先选择28系列铸件平台,工件较小较轻可以选择16系列平台。
3、工人使用的规范程度,工人使用力度大则选用28系列平台,工人使用力度小可以选用16系列平台。
4、工件大小,根据max尺寸工件选用比该工件外形尺寸略大的平台。
5、焊接的高度,工件750至800mm高度是工人站立焊接的适合高度。
- 上一篇:三维柔性焊接工装可以为您解决多种困惑 2016/4/15
- 下一篇:三维柔性工装 2016/4/15