
泰尔稳焊接技术
TIG非熔化极惰性气体保护焊
氩弧焊接的过程:
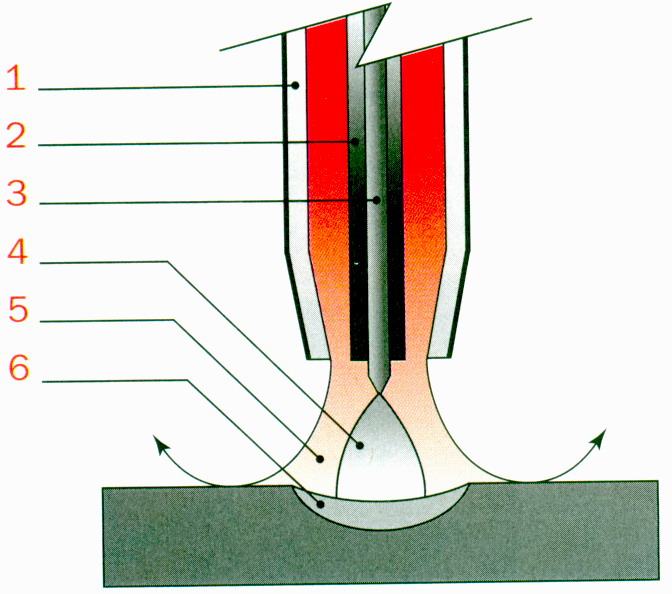
1 喷嘴
2 钨棒夹
3 钨棒
4 电弧
5 保护气体
6 熔池
氩弧焊接的特点:
|
优点: |
缺点: |
|
1.焊缝美观; 2.无焊接火花; 3.适用各种厚度的板材; 4. 高频引弧线控制。 |
1.需要有经验的操作者; 2.生产效率低; 3.需要气瓶。
|
氩弧焊接设备:

气体 水冷系统 焊接电源 接地线 焊枪
延迟气体:
在焊接结束时,熔池冷却之前要保持气体流量,防止母材被氧化。
两种作用:
4T状态下,焊枪的开关可以控制大小电流的转换。适合焊不同厚度和不同焊接位置的板材。
|
材料 |
DC
|
|
|
钢铁 |
√ |
|
|
不锈钢 |
√ |
|
|
生铁 |
√ |
|
|
铜 |
√ |
|
|
镍 |
√ |
|
|
钛 |
√ |
|
|
铝 |
|
√ |
|
黄铜 |
|
√ |
|
青铜 |
|
√ |
|
铝合金 |
|
√ |
|
电极颜色 |
灰色-98%的钨和2%的二氧化铈 |
灰色 |
绿色 |
|
绿色-98.8%的纯钨 |
氩弧的起弧方式:
摩擦启动
钨棒和母材通过摩擦而引弧,起初的缝隙熔池里会出现一些含钨的杂质。
提升启动
需要跟母材接触后引弧,不污染熔池,很少引起辐射干扰。
高频启动
无需跟母材接触的引弧,不消耗钨棒,在所有的焊接位置能轻易的启动。
交流平衡:
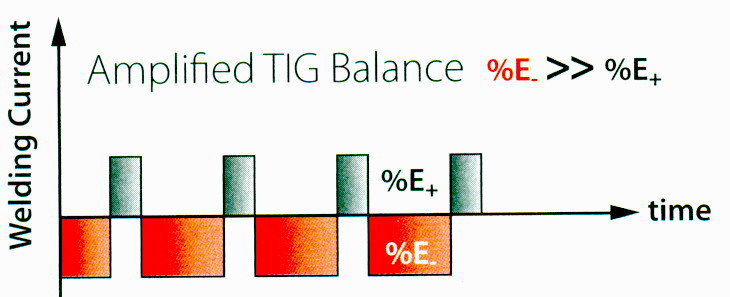
图1 穿透力强

图2 清洁功能强
平衡值越高(图1)焊接速度更快,穿透力更强,电弧更集中;熔池越小,电极受热越小。平衡值越低(图2),清洁效果更佳。
交流频率:
频率监管控制的电弧振幅:频率越高,电弧呈圆锥型:电弧越易控制。
氩弧脉冲:
特别适用于焊接薄板(< 1毫米),使用min加热值,适合于各个位置的焊接。增加脉冲频率会提升电弧的稳定性,从而提高焊接精度。
优胜者氩弧焊接--全新的领域
泰尔稳研发的创新技术
多种模块的灵活组合,适合不同客户的需求
优胜者氩弧焊接的突出优点
l 变频的焊接电源应用于工业的和专业的领域
l 简易的一键式脉冲:适合任何人操作
l 任何材料都能保证高品质的焊接性能
l 容易设置,有焊接程序储存功能
- 上一篇:德国(AMF)爱姆福手动、气动、液压快速夹具 2015/9/14
- 下一篇:戴美乐英文样本 2015/8/23