
具有双送粉系统的等离子堆焊焊枪
具有双送粉系统的等离子堆焊焊枪
摘要
一种新研发的等离子焊枪,用于镍基、钴基和铁基合金的堆焊。该枪结合了两种粉末送入电弧的系统:内部输送和外部输送。这种组合扩展了PTA枪的工艺能力,可实现磁性材料和非磁性材料的堆焊。这两种系统既可单独使用,也可联合使用,用于堆焊复合合金时分别输送基体和增强粉末材料。为了提高外部输送粉末在PTA枪中的加热效率,采用了一种辅助稳定气流,可将粉末损失减少10-15%,并改善熔池的成形。稳定气流的最佳流量为4-5升/分钟。该PTA枪的有效工作电流范围为50-300安培。
关键词:等离子转移弧堆焊,PTA枪设计,粉末输送系统,加热效率
引言
PTA枪是等离子转移弧堆焊设备的主要工具。其高效可靠的运行在很大程度上决定了堆焊过程的整体质量和稳定性。而PTA枪的运行效率又取决于其热特性以及粉末在电弧中的加热和熔化效果,这与粉末输入电弧的方案和参数密切相关。
目前,粉末送入电弧的两种方案应用最为广泛:内部输送和外部输送。在第一种方案中(图1a),粉末从PTA枪内部通过等离子喷嘴和聚焦喷嘴之间的锥形缝隙,以均匀分布的粒子流形式送入电弧。在第二种方案中(图1b),粉末从PTA枪外部通过等离子喷嘴端面的一个或多个开口送入电弧,此时无需使用聚焦喷嘴。
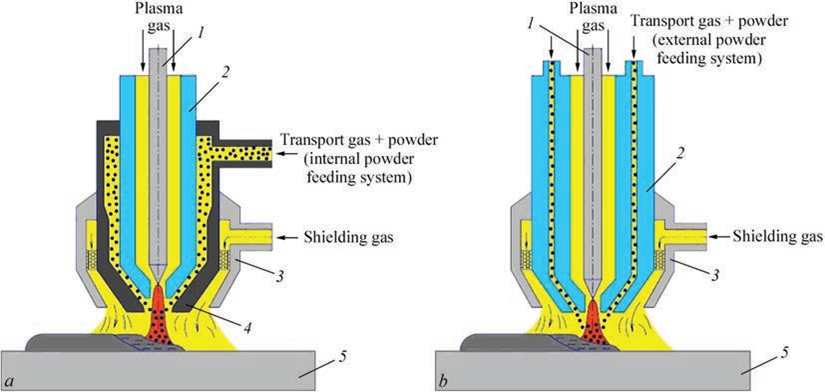
图1. 粉末送入电弧的示意图
a) 内部送粉系统 b) 外部送粉系统
标注说明:
1-电极 2-等离子喷嘴 3-保护喷嘴 4-聚焦喷嘴 5-工件
数学模拟和实验研究表明,内部粉末输送方案效率更高。它能减少粉末损失,改善焊道成形,并在相同堆焊速率下降低能耗。然而,该方案有两个显著缺点:首先,在长时间堆焊低熔点材料时,聚焦喷嘴出口可能形成液态金属滴,导致工艺稳定性下降、粉末输送阻塞以及焊道成形恶化。其次,堆焊铁磁性材料(尤其是铁素体相含量高的材料)时,粉末颗粒会在电弧磁场作用下悬浮于PTA枪的分配腔中,形成类似堵塞的现象,电流超过150安培时尤为明显。而外部粉末输送方案则无此问题。
本文研究的目的是将这两种方案整合到同一把PTA枪中,并设计一种新型喷嘴部件,以扩展其工艺能力并提高运行稳定性。
新型PTA枪的设计特点
图2展示了PTA枪喷嘴部件的示意图,该部件结合了内部(图2a)和外部(图2b)粉末输送方案。这两种方案既可单独使用,也可联合使用(图2c;图5c)。联合送粉方案在堆焊复合合金时尤为高效,可实现基体和增强材料的分别输送[5]。此时需使用两个同步运行的粉末输送器和两路独立的输送气体。
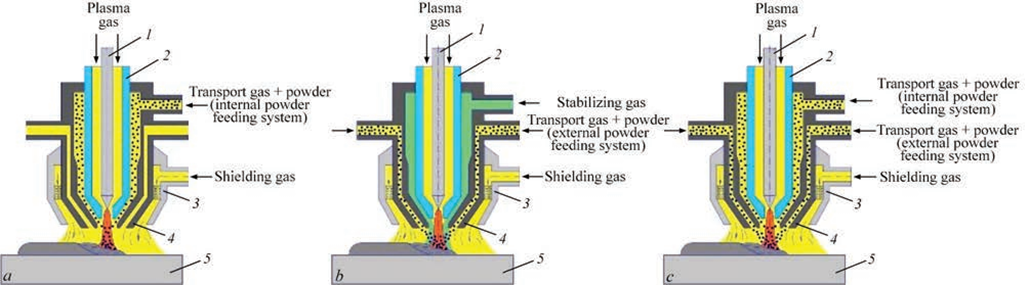
图2. PTA枪喷嘴部件设计
a)内部送粉模式
b)外部送粉模式(带稳定气流)
c)联合送粉模式
1-电极 2-等离子喷嘴 3-保护喷嘴 4-聚焦喷嘴 5-工件
基于这一理念,开发了两种PTA枪型体:垂直型(图3a)和水平型(图3b)。它们的喷嘴部件设计相同,具体选择取决于堆焊设备的布局特点。水平型更具通用性,可实现内外表面不同腔体内的堆焊。
该PTA枪适用于镍基、钴基、铁基合金以及碳化钨基复合合金的堆焊。

粉末输送方案:内部输送
当使用内部输送系统时,粉末通过入口接头1(图3a、b)进入专用分配腔,由输送气体均匀分布后,通过等离子喷嘴锥面上均匀分布的槽缝吹入电弧(图4)。这些槽缝有助于改善喷嘴冷却,并将粉末颗粒直接送入电弧的最热中心区域。粉末进入电弧的角度为垂直方向35°。粉末颗粒碰撞焦点位于聚焦喷嘴端面下方5毫米处(图5a)。这一设计避免了粉末颗粒撞击聚焦喷嘴壁,从而提高了PTA枪的运行可靠性。为优化粉末加热效果,粉末颗粒进入电弧的初速度应尽可能低[1]。通过分配腔的独特设计和输送气体流量的优化,垂直型PTA枪的颗粒初速度降至1.5-2.0米/秒,水平型为2.0-2.5米/秒,完全适用于50-160微米的粉末颗粒。垂直型和水平型的输送气体最佳流量分别为3.5-4.0升/分钟和4.5-5.0升/分钟。颗粒运动速度通过延时摄影法测定[7]。

图4. 等离子喷嘴特写
显示锥面槽缝结构
外部粉末输送
在该方案中,粉末与输送气体通过三通接头(图3a、b)分为两股均匀流,随后通过聚焦喷嘴端面上两个直径1.4毫米的对称开口送入电弧。粉末进入电弧的角度同样为35°。粉末颗粒碰撞焦点位于聚焦喷嘴端面下方8毫米处(图5b)。外部输送时,粉末颗粒的初速度明显高于内部输送,垂直型和水平型分别为2.5-3.0米/秒和3.0-3.5米/秒。
这是该方案的主要缺点,因为冷输送气流的较高动压会深入电弧柱,使其变形(图6b)并降低加热区的等离子体温度,导致粉末加热不充分、损失增加以及焊道成形恶化。
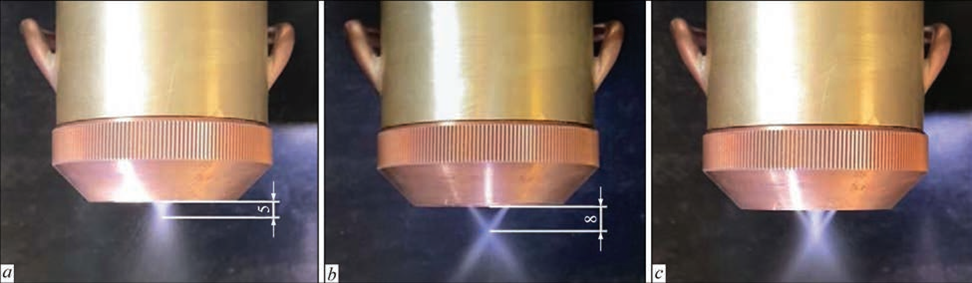
图5. 粉末流形态对比
a) 内部输送(焦点5mm) b) 外部输送(焦点8mm) c) 联合输送
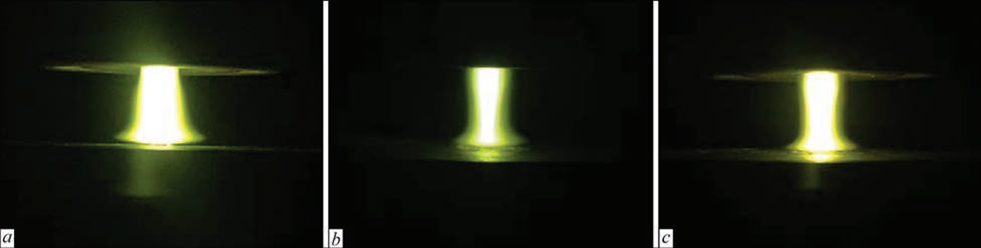
图6. 电弧柱变形对比
a) 内部输送(圆柱形) b) 外部输送(变形) c) 带稳定气流(恢复形态)
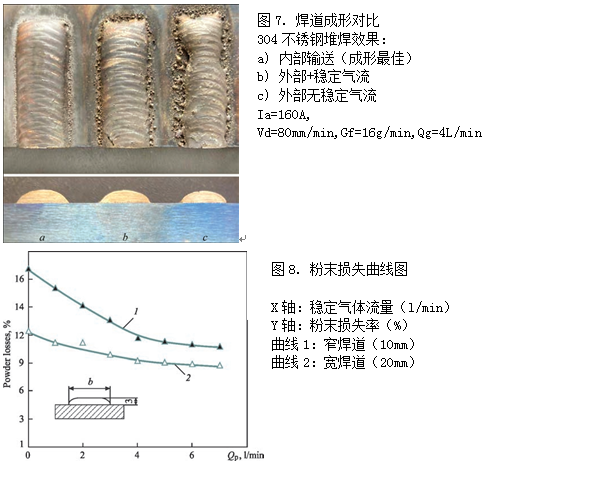
为抵消这种负面影响,该PTA枪引入了一股稳定气流,从聚焦喷嘴的中心孔吹入。该气流加热后从上方环绕电弧外围区域,将冷输送气流推向粉末侧向进入的区域,使电弧柱恢复接近圆柱形(图6c)。电弧的空间稳定性得到提升,电弧长度增加,从而延长粉末在电弧中的停留时间以提高粉末受热温度。这使得粉末损失减少10-15%,焊道成形显著改善(图7b)。图7显示不同送粉方式下焊道成型外观以及其横截面。从图中可以看出,额外的稳定气体流显著改善了焊道成型(图7b),使其外观更接近内送粉的焊道。如图8所示,稳定气流的最佳流量为4-5升/分钟,继续增加流量效果不再提升。
热特性
通过流动量热法在模型样品上进行了研究,具体方法参见文献[3]。针对PTA焊枪喷嘴部件设计,重点研究了有效热功率和工件热效率之间的关系。所有测试均在未启用引导弧的条件下进行。
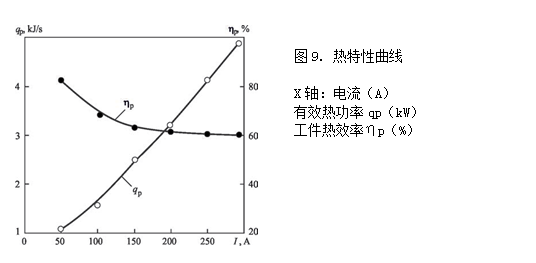
如图9显示等离子堆焊典型案例中,在等离子体流量(2升/分钟)、输送气体(4升/分钟)、保护气体(8升/分钟)下,采用4/8毫米等离子/聚焦喷嘴组合时,有效热功率![]() 和工件加热效率
和工件加热效率![]() 随电弧电流的变化关系。
随电弧电流的变化关系。
可以看出:随着电流增大, ![]() 近乎线性增长,
近乎线性增长,
-
从50A时的80%降至250A时的60%(主要因喷嘴热损失增加),整体而言,该加热效率指标处于较高水平,与焊接/切割用PTA焊枪的数据相当。
结论
-
将内部和外部粉末输送方案集成于同一PTA枪中,显著扩展了其工艺能力,可高效堆焊磁性及非磁性材料。
-
外部送粉时,稳定气流能减少冷输送气流的有害影响,并通过改善加热将粉末损失降低10-15%,最佳流量为4-5升/分钟。
-
所开发的PTA枪具有较高的工件加热效率,最大电流下不低于60%。
参考文献
1.Gladky, P.V., Pavlenko, A.V., Zelnichenko, A.T. (1989) 《等离子堆焊过程中粉末在电弧中加热的数学模型》,自动化焊接,第11期,第17-21页,第54页。
2.Dilthey, U., Ellermeier, J., Gladkij, P., Pavlenko, A.V. (1993) 《等离子-粉末复合堆焊技术》,焊接与切割,第5期,第241-244页。
3.Som, A.I. (1999) 《新型等离子粉末堆焊枪》,自动化焊接,第7期,第44-48页。
4.Som, A.I. (2015) 《粉末送入电弧方案对其损失及等离子粉末堆焊工艺效率的影响》,帕顿5.焊接杂志,第5-6期,第22-25页。
6.Som, A.I., Halahuz, B.A. (2020) 《钨碳化物与基体合金分别输送的等离子转移弧堆焊复合合金》,帕顿焊接杂志,第12期,第34-39页。 DOI: https://doi.org/10.37434/pwj2020.12.05
7.Gladky, P.V., Pereplyotchikov, E.F., Ryabtsev, I.A. (2007) 《等离子堆焊》,基辅,生态技术出版社。
8.Sidorov, A.I. (1987) 《通过喷涂和堆焊修复机械零件》,莫斯科,机械制造出版社。
9.Stikhin, V.A., Patskevich, I.R. (1967) 《压缩电弧热特性的测定》,焊接生产,第9期,第26-27页。
上文摘自ISSN 0957-798X 巴顿焊接杂志,2023年8月第8期
如对上述PTA焊枪感兴趣,欢迎与我公司联系交流。
- 上一篇:优惠促销 2025/8/27
- 下一篇:PTA堆焊修复挤出机和自动成型机的螺杆 2025/8/25